Wir beraten Sie gerne: +49 (0)5056 97 07 0
开始
新闻
Synflex Group
(loading)
Sprachmenü schließen
产品
Winding
优质绕组线
SH
Wire
绕组线
Syn
Wire
利兹线和特殊线缆
Syn
Wire
WW
铜箔和铝箔
Syn
Shield
®
Insulate
绝缘材料
Syn
Therm
®
产品系列
Syn
Tape
®
, Intertape
®
, Isotape
®
电气绝缘套管
Syn
Sleeve
绕包带
Syn
Wrap
Connect & Equip
利兹线和变压器接线端子
Syn
Con
®
温控器
Syn
Temp
®
特殊零部件与配件
Syn
Parts
迅斐利Syn
Flex
集团
实验室服务和UL
Syn
Lab
®
咨询和服务
Syn
Serv
国际
解决方案
工业驱动技术
汽车行业
能源生产与发电
电网基础设施
白色家电
医疗技术
其他应用
服务
Syn
Lab
®
und UL-Labor
咨询和服务
下载
公司
我们的价值
企业方针
联系方式
Syn
Flex
Winding
优质绕组线
SH
Wire
绕组线
Syn
Wire
利兹线和特殊线缆
Syn
Wire
WW
铜箔和铝箔
Syn
Shield
®
Syn
Flex
Insulate
绝缘材料
Syn
Therm
®
产品系列
Syn
Tape
®
, Intertape
®
, Isotape
®
电气绝缘套管
Syn
Sleeve
绕包带
Syn
Wrap
Syn
Flex
Connect & Equip
利兹线和变压器接线端子
Syn
Con
®
温控器
Syn
Temp
®
特殊零部件与配件
Syn
Parts
Syn
Flex
Group
实验室服务和UL
Syn
Lab
®
咨询和服务
Syn
Serv
国际
显示所有产品
关闭导航
Winding
Insulate
Connect & Equip
迅斐利SynFlex集团
关闭导航
Brennstoffzelle
Mit unseren Folien und Stanzformteilen treiben wir die Brennstoffzellentechnologie voran.
工业驱动技术
电动马达和动力传动系统的原理,多年前就已被证实,工业生产的运作与其息息相关。
汽车行业
它们安静、环保、节约资源:未来属于电动汽车。
能源生产与发电
安全的能源供应是工业化国家的核心问题之一。我们可随时助您解决这一问题。
电网基础设施
电流无处不在
白色家电
才是区分优劣的关键。
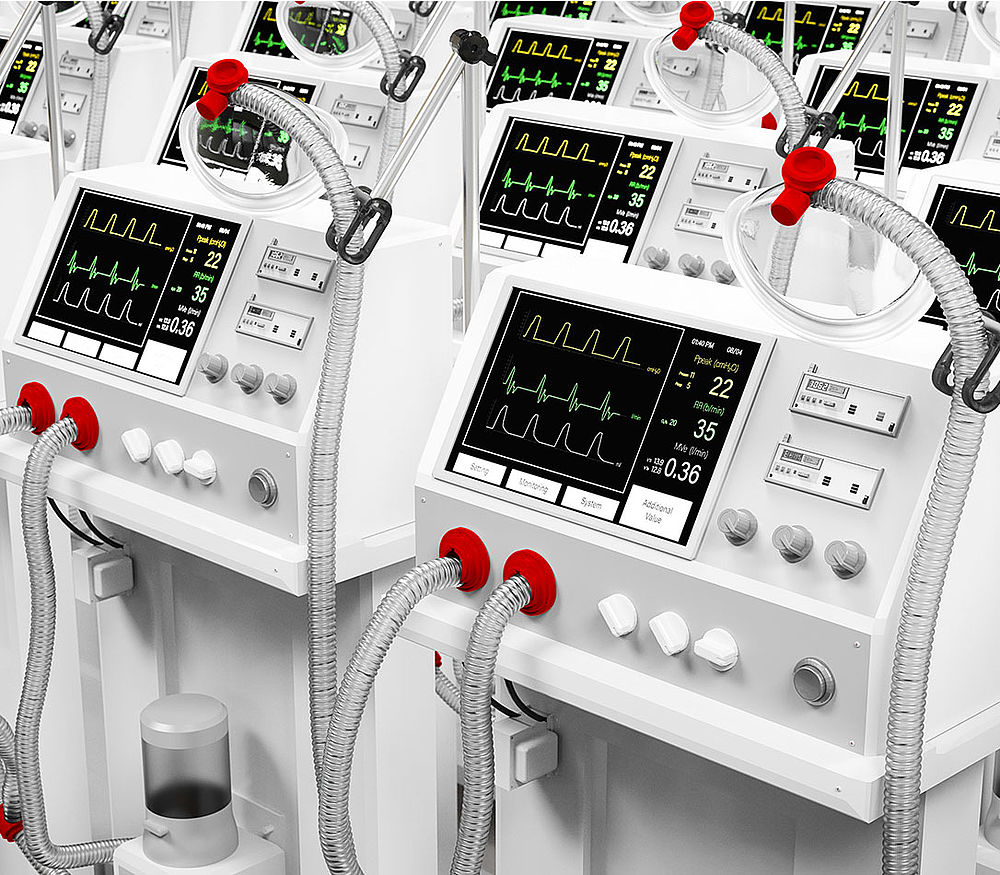
医疗技术
可靠、精准、长寿命,在医疗技术领域是不可或缺的。
其他应用
无论是系统解决方案还是特定几何结构,我们的产品管理团队乐于为您提供建议。
关闭导航
SynLab
®
und UL-Labor
SynLab
®
测试实验室为其客户提供广泛的服务,包括诸多UL相关服务。
咨询和服务
除了SHWire、SynFlex和IsoTek等特定公司专用产品系列外,SynFlex Group还为所有客户提供全面的咨询和服务,供您随时利用。
下载
各种详尽资料信息,供您下载。
关闭导航
我们的价值
这里汇总了由我们员工主办的日常活动。
企业方针
作为一家中型家族企业,我们致力于满足客户的最高要求。
Nachhaltigkeit
Begleiten Sie uns auf dem Weg in eine nachhaltige Zukunft und lernen Sie unsere Werte und Ziele kennen.
Media
Einfach mal reinschauen!
关闭导航
任何想要推动世界的人
都需要强大的合作伙伴。
了解更多
您要找的产品是不是
可在本页面上。
发现其他和类似的产品在同一类别中,或询问您的个人联系方式。
zurück zur Startseite
?
Hinweis dauerhaft ausblenden