













Self-bonding wire
Enamelled wire with additional coat of thermosetting varnish based on polyamide. This coat bonds by adding heat or solvent and bonds windings (thermosetting) without extra impregnation.
Fire load
Fire load is the amount of energy that can be released by burning. The fire load of cables is calculated from the calorific value and the quantity of combustible materials used and forms the degree of protective measures to be taken (e.g. for the design of sprinkler systems and the occupancy of cable support systems).
Elongation at break
Unit of measurement for the ability of deformation (ductility) of materials. Elongation at break indicates the percentage of its original length by which an enamelled wire can be stretched before it breaks into two parts. It is a key determinant of the dimensional stability of windings. The elongation at break is reduced by deformation (e.g. pulling out).
Wire enamels
Wire enamels are liquid synthetic resins dissolved in solvents that have insulating properties when solid and also provide mechanical, thermal and chemical protection to the insulated wires. Wire enamels usually consist of 20-45% synthetic resin (solid content) and 55-80% solvents. These evaporate after application of the solution and form a film of dissolved resin.
Dielectric strength
Measure of the insulation strength of insulating materials. If a constantly increasing electrical voltage is applied to an insulation - which is limited by 2 electrodes - the insulation is destroyed by the applied electrical field when the insulation strength is reached. With enamelled wires, the breakdown voltage depends on the thickness of the enamel layer, the centricity of the enamel layer, the surface quality of the bare wire and the degree of annealing of the enamel insulation. Depending on the diameter, the test is carried out either on two twisted wires or on one wire specimen on a cylinder.
Inclusion in copper
Foreign substances in the copper wire that mostly originate from upstream technology stages, for example ceramic inclusions and/or oxide enrichments from the melting technologies, steel or scale inclusions from the rolling process of wire rod or impurities from the drawing process.
Solid body contents
Percentage of synthetic resin in wire enamel. Enamels with 40 % solid body content consist of 40 % synthetic resin and 60 % solvents.
Flame retardant (self-extinguishing)
Flame retardant are cables that can be made to burn by a pilot flame, but whose fire only spreads slightly beyond the fire area in the case of a single cable and extinguishes itself after the pilot flame has been removed. With a vertical bundle arrangement, e.g. in cable riser shafts, however, continued burning cannot be prevented (chimney effect). To prevent this, the cable requires the additional property "No fire propagation".
Toxic gases
During combustion process it cannot be avoided that small amounts of toxic gases such as CO and CO2 are released. However, the combustion gases must not contain hydrogen halide compounds (HCl, HF, HBr) or other highly toxic gases (phosgenes, HCN). The same applies to sulphur and nitrogen oxides.
Lubricants
In order to enable processing of enamelled wires on winding machines, a thin layer of a lubricant is applied after the enamelling process. Paraffin waxes or beeswaxes in dissolved or solid form are used as lubricants. The liquid application is carried out by means of wax dissolved in petrol with felts, while the solid application is carried out by means of a wool thread impregnated with lubricant.
Grade 1, grade 2, grade 3
Graduation of the standardized enamel layer thickness of enamel wires by specifying the minimum increase in insulation by the enamel layer and the maximum value of the outer diameter of the enamel wire. Grade 1 wires have the thinnest, grade 3 wires the thickest enamel layer. Where grade 1 ends, grade 2 begins, where grade 2 ends, grade 3 begins. Grade 3 wires are used in particular where high reliability is required (e.g. wind turbines) or to avoid partial discharges in frequency converter-fed motors.
Absence of halogen
Halogens are the elements of group 7 in the periodic table: chlorine (Cl), fluorine (F), bromine (Br) and iodine (I). Halogen-free strands are strands which have only a very small percentage of these elements. The most widespread halogen-containing plastic is PVC (polyvinyl chloride). In the event of fire or strong thermal stress, PVC begins to decompose. In addition to other fission products, hydrochloric acid is also released that leads to very aggressive corrosion. There is therefore a tendency to replace halogen-containing plastics with halogen-free plastics. For example, PVC is largely replaced by polyolefins, such as polyethylene. Thanks to halogen-free cables, the formation of both corrosive and toxic gases is prevented.
Number of high voltage faults
The number of high voltage faults is determined in a continuous manufacturing process and indicates the number of insulation faults related to a certain enamelled wire length. To determine the number of high voltage faults, the wire is drawn at a constant speed over an electrode with a V-shaped groove. DC voltage is applied between electrode and ground. If there are weak points in the insulation, current flow in the µA range occurs. Since the short circuit is in the µA range, it leaves no current marks and the test is to be regarded as non-destructive.
Corrosive Gases
Corrosive gases combine with moisture to form aggressive acids that attack metal parts and cause major consequential damage, even with minor direct fire damage. This also applies to areas not directly affected by fire. Electrical contacts, electronic components and apparatus, machines and metal structures are particularly at risk. Even the reinforcing iron enclosed in concrete is attacked.
Copper
Abbreviation Cu (lat. Cuprum). Specific weight 8.93 g/cm3. Electrical conductivity 58.1-106 S/m (SI unit) or 58.1 m /Ω mm². Estimated occurrence in the earth's crust approx. 50 kg per 1000 t. Due to its electrical conductivity close to that of silver, it is the dominant conductor material in electrical engineering. Annual consumption of wire approx. 10 million tons worldwide. Total copper consumption approx. 16 million tons. Share of recycling approx. 40%.
Enamelled wire standards
The property requirements for the various types of enamelled wire and the definition of the required test conditions were developed by the IEC (International Electrotechnical Commission) and confirmed by the European Committee for Electrotechnical Standardization (CENELEC). The requirements are standardized in the DIN EN 60317 series, the test methods in the DIN EN 60851 series.
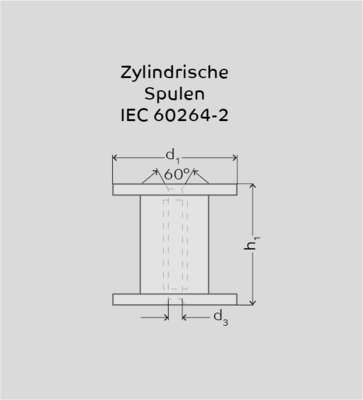
Varnish coat adhesion
For enamelled wires it is the degree of adhesion of the enamelled layer to the bare copper wire; the test is carried out by means of helix coil tests or via the so-called "looping" during tear test. In the winding loop test, the enamelled wire is wound over a mandrel so that external fiber elongations of up to 60% are achieved. The helix is then examined for cracks under the microscope. During the tear test to determine the elongation at break, the point of break is checked to see how far the enamel coat has looped back, i.e. how far the bare copper looks out of the varnish insulation.
Conductivity
Measure of the ability of an electrical conductor to conduct electricity. Reciprocal value of the specific resistance. Cu has a conductivity of 58.1-106 S/m.
Overcoat enamelled wire
Two-layer enamelled wire whose insulation layer is made up of two different enamel layers on top of each other. The best known overcoat wire has a basecoat of polyesterimide and a topcoat of polyamideimide (our type W 210).
Springback angle
A further measure of the formability of enamelled wires: In a special testing device, the wire is wound around a mandrel under tension and defined conditions. The wire is then unloaded and the angle by which the wire springs back is determined in degrees.
Yield strength
Describes the force to be applied in order for a permanent deformation to occur, i.e. when the material changes from elastic to plastic state.
Tangent Delta
The dielectric loss factor is a measure of energy losses that occur in the dielectric (insulation) of a capacitor. Only ideal insulations have no ohmic losses (active losses). Real insulations, such as the enamelled insulation of copper wires, have small but detectable dielectric losses.
Immersion impregnation
The parts to be impregnated are normally immersed in the impregnating agent. In order to avoid air inclusions, this is often done under vacuum. After the impregnation process, the impregnating agent is dried and cured in a continuous oven. This process is particularly used for larger windings. Modern processes also use the current UV process for immersion impregnation. This means that before immersion, the winding is heated by current heat (greater absorption of impregnating agent). After immersion, the impregnating agent is also cured with current heat. UV light is used to support curing at the outer, colder areas.
Temperature index according to IEC 60216/ VDE 0304 part 21
The temperature index describes the long-term behaviour of a plastic. The temperature index defines the ageing temperature (in °C) at which the material still has an absolute elongation at break of 50 % after 20,000 hours. An increase of +10 °C in the temperature index approximately doubles the service life of a plastic. In order to determine the long-term temperature resistance of an insulation, the ageing times measured at different temperatures are entered into an Arrhenius diagram (ordinate: log time; abscissa: reciprocal absolute temperature). The recorded points are connected with a straight line. In the extension of this straight line up to the 20,000 hour axis, the service life or the temperature index can be determined.
Thermoplastic insulation materials
Thermoplastics consist of filament-like macromolecules which can be present both in the disordered state (amorphous) and in the ordered state (crystalline). The transformation temperature of the amorphous phase (Tg = glass transformation temperature) limits the application temperature in the cold, the transformation temperature of the crystalline phase (Tm = melting temperature) limits the application temperature in the heat. Above the melting temperature the crystalline phase disappears, the filament-like molecules can move freely, the material begins to flow. The polymer can be processed thermoplastically.
Impregnation of windings
Wound coils (motor, transformer, etc.) are often impregnated with impregnating varnishes or resins to increase their service life. Two processes are common today: dip impregnation and trickle impregnation. Impregnation has the following tasks:
- Mechanical protection by solidification and bonding of winding components, in particular the enamelled wire windings with each other and with the other insulations
- Protection against corrosion by preventing penetration of moisture, dust, dirt and chemically aggressive substances
- Thermal protection by improving temperature conduction. The impregnating agent enables heat generated in the conductor to be transferred better to the environment and/or the stack of sheets.
Trickle impregnation
In contrast to immersion impregnation, in trickle impregnation the preheated, rotating winding is "dripped" from above with impregnating resin (usually unsaturated polyester resins) via nozzles. Due to the capillary effect, the impregnating resin is drawn into the winding. After the trickling process has been completed, the impregnating resin is hardened by applying current through the winding conductors. In newer processes, this current heat curing is also supported by additional UV radiation. Trickle process is used in particular for smaller windings.
Infusible (VDE 0472 part 615)
Due to electron beam crosslinking, heat-resistant connecting cables retain their mechanical strength even at high temperatures (> 100 °C) and are infusible. Cross-linked materials do not drip and therefore also guarantee a high level of operational and short-circuit safety.
Viscosity
Also toughness of a substance. Resistance of a substance to deformation. The more ductile, the higher its viscosity.
Cross-linked insulation materials
By cross-linking, filament-like molecules (in the amorphous phase) are chemically linked to each other. This creates a three-dimensional network. The filament-like molecules can no longer move freely (regardless of temperature). Above the melting temperature, the material can no longer flow, but changes into a rubber-elastic state.
Advantages of cross-linked insulation materials:
- Increased thermal pressure resistance and tensile strength
- Safety in the event of a short circuit thanks to secured temperature form resistance
- Improved chemical resistance -Infusible, soldering iron resistance
- Higher impact strength and crack resistance
- Improved abrasion resistance and weather resistance.
Thermal pressure
Also testing the softening temperature. Gives an indication of the temperature stability of the varnish layers under load. With continuous heating, this is the temperature at which two crossed enamelled wire specimens loaded at the crossing point are just short-circuited when an electrical voltage is applied between the two wires (crossing point softens under pressure and temperature).
Thermal shock
Used to test the adhesion of the varnish layer to the copper under temperature load. A wire coil ("helix coil", produced by winding the enamelled wire to be tested around a mandrel) is stored at elevated temperature for a certain standardized time in a heating cabinet and then examined under the microscope for cracks.
Tensile strength
Measure of the resistance of a material to tensile stress. It describes the force to be applied to tear a specimen of defined cross-section and is related to the initial cross-section of the specimen.